03
February,
2023
5 MINUTE READ
The food processing and manufacturing industry has come a long way since Upton Sinclair wrote and released "The Jungle" in 1906. In the century since, employers have improved safety, implemented important regulations, and taken steps to mitigate hazards employees may encounter in the workplace.
Nevertheless, work remains to be done. Each year, workers face hazards large and small, ranging from easily-overlooked wet floors to exposed machine parts that may cause severe bleeding, amputation, or death.
Our infographic highlights important worker safety information, including some of the risks employees face in food processing and manufacturing plants, and how you can help keep food manufacturing workers safe.

The following is a transcript of the Food Industry Safety Infographic:
Worker Safety Statistics
U.S. workers routinely face the danger of being struck by falling objects or equipment; caught in or compressed by equipment or objects; caught in running equipment or machinery; or being stuck, caught, or crushed in collapsing structures, equipment, or material. These dangers led to a total of:
- 722 deaths in 2015
- 715 deaths in 2014
- 721 deaths in 2013
- 723 deaths in 2012
- 710 deaths in 2011
Exposure to harmful substances (such as ammonia) and environments is a common threat facing employees in the U.S. workforce and in food manufacturing and processing plants. Among U.S. workers, exposure has led to:
- 424 deaths in 2015
- 390 deaths in 2014
- 335 deaths in 2013
- 340 deaths in 2012
- 419 deaths in 2011
Slip, trip, and fall hazards are among the most common causes of injury in both the food manufacturing industry and U.S. workplaces in general. Broadly speaking, slip, trip, and fall hazards caused:
- 800 deaths in 2015
- 818 deaths in 2014
- 724 deaths in 2013
- 704 deaths in 2012
- 681 deaths in 2011
Food Manufacturing Industry Safety Statistics
2015 injury statistics for the food manufacturing industry:
- 19,600 total injuries
- 2,510 injuries caused by machinery
- 1,280 incidents of exposure to harmful substances or environments
- 4,670 slips, trips, and falls
2014 injury statistics for the food manufacturing industry:
- 19,930 total injuries
- 2,580 injuries caused by machinery
- 1,240 incidents of exposure to harmful substances or environments
- 4,720 slips, trips, and falls
2013 injury statistics for the food manufacturing industry:
- 18,440 total injuries
- 2,250 injuries caused by machinery
- 1,220 incidents of exposure to harmful substances or environments
- 4,220 slips, trips, and falls
2012 injury statistics for the food manufacturing industry:
- 18,540 total injuries
- 2,600 injuries caused by machinery
- 1,230 incidents of exposure to harmful substances or environments
- 4,270 slips, trips, and falls
2011 injury statistics for the food manufacturing industry:
- 20,930 total injuries
- 2,470 injuries caused by machinery
- 1,280 incidents of exposure to harmful substances or environments
- 4,910 slips, trips, and falls
Deaths in the Food Manufacturing Industry:
- 2015: 44
- 2014: 56
- 2013: 49
- 2012: 43
- 2011: 52
Risks and Solutions
The food manufacturing and processing industries are among the most dangerous in the United States. Even with technological advances and new regulations, workers still face a variety of dangers unique to their industry.
Visual communication is important for keeping workers aware of dangers and helping them take action to stay safe. Here's a look at how pipe marking and safety signs can cut down on costly OSHA citations and improve worker safety.
Moving Machine Parts
Workers in the food manufacturing and food processing industries may encounter machines and conveyors with moving or exposed parts. Some of those risks may include the following:
- Lockout/tagout (LO/TO) violations occur when equipment is not properly shut down, de-energized, and locked out during maintenance.
- Machine guarding violations occur when workers don't use proper guards to protect themselves from moving and/or exposed parts.
- Loud machines may inhibit communication between employees, heightening the risk of injury.
Solution:
Lockout/Tagout (LO/TO)
Lockout/tagout (LO/TO) equipment is one of the best defenses to protect against moving machine parts. In accordance with OSHA 29 CFR 1910.147, every facility must have a LO/TO program for maintaining and servicing electrical equipment.
Here's a look at how to comply with OSHA regulations, avoid costly citations, and keep workers safe:
- Develop a written LO/TO program: A written LO/TO program must include energy-control procedures that protect workers from stored energy or re-energized machines during routine maintenance. Additionally, the program must provide training on standard LO/TO procedures and scheduled evaluations must take place to determine whether the program is keeping workers safe.
- Grab the right gear: Ensure you have padlocks, lockout kits and stations, lockout devices, safety tags, and other accessories to ensure machines are turned off and won't be accidentally restarted during maintenance.
- Create custom visual communication: Signs and labels can alert workers to electrical hazards, warn workers about the dangers of not following LO/TO procedures, and provide assistance in complying with the program.
Conveyor Safety Signs and Labels
Conveyors are common in the food processing and manufacturing industries, and visual communication can protect workers from exposed and moving parts, pressurized systems, hot surfaces, and more. The Conveyor Equipment Manufacturers Association (CEMA) has developed standardized safety labels to keep workers safe around conveyors; CEMA's designs comply with standards established by ANSI and use three signal words to communicate the seriousness of a hazard:
- Danger signs and labels communicate the most serious hazards, where death or serious injury is likely to occur if special precautions aren't taken.
- Warning signs and labels outline hazards that may result in death or serious injury-but only when the overall risk isn't severe enough to warrant a "Danger" sign.
- Caution signs describe hazards that may lead to minor or moderate injuries if not avoided.
Ammonia Refrigeration
Anhydrous ammonia is commonly used as a refrigerant in food processing and manufacturing facilities, including:
- Meat, poultry, and fish processing facilities
- Wineries and breweries
- Juice and soft drink processing facilities
- Cold storage facilities
For all its benefits, ammonia poses numerous risks to workers, including:
- Corrosive to the skin, eyes, and lungs
- Flammable at concentrations of roughly 15% to 28% by volume in air
- Explosive if released in enclosed spaces with a source of ignition present
Solution:
Pipe Markers
Pipe marking labels help keep workers safe by quickly identifying a pipe's contents, its flow direction and the pressure levels. Food processing and manufacturing plants of all sizes rely on pipes for transporting water, gases, liquids, and other materials.
Ammonia Refrigeration Systems: IIAR Bulletin No. 114
The International Institute for Ammonia Refrigeration (IIAR) has a standard for labeling the pipes and components in ammonia-based refrigeration systems, commonly used in food manufacturing and processing plants. The IIAR standard is described in IIAR Bulletin No. 114.
Each ammonia pipe marker has five components:
- Piping Abbreviation
- Physical State
- Pipe Contents
- Pressure Level
- Flow Direction
Additionally, employers must label system components, such as compressors, pumps, and receivers.
Each component label must include two features:
- Component identifier
- Pressure Level
General Purpose Pipe Labels: ANSI/ASME A13.1
The most common pipe labeling standard in the United States is ANSI/ASME A13.1, which describes general requirements for pipe marking and provides a color scheme for employers to follow.
The color codes are as follows:
- Fire-Quenching Fluids: White Text on Red Background
- Toxic or Corrosive Fluids: Black Text on Orange Background
- Flammable or Oxidizing Fluids: Black Text on Yellow Background
- Combustible Fluids: White Text on Brown Background
- Other Water: White Text on Green Background
- Compressed Air or Other Gases: White Text on Blue Background
- User-Defined: White Text on Purple Background
- User-Defined: Black Text on White Background
- User-Defined: White Text on Gray Background
- User-Defined: White Text on Black Background
Slips, Trips and Falls
Given the amount of liquids used in food manufacturing and processing, workers are routinely exposed to wet surfaces and slip, trip, and fall hazards. Workers may slip in puddles of water, trip over uneven surfaces, or fall when trying to access a platform.
Uneven, slippery or wet surfaces are common in the food manufacturing industry, but OSHA 29 CFR 1910.22 provides several guidelines to protect workers:
- Whenever possible, workroom floors must be clean and dry, and employers must account for and mitigate weather-related hazards, loose boards, spills, and more.
- When commercial food processing plants and other facilities use wet processes, employers must provide drainage and dry standing places (such as floor mats).
- All walking-working surfaces must be inspected (regularly and when warranted) and maintained in safe, working condition
Solution: Textured Floor Tape
Textured floor tape can help workers stay upright, safe, and mobile in wet and slippery conditions. Here's how:
- Tread Tape: Tread tape increases foot traction, even when floors are wet, preventing slips and falls.
- Tread Plates: When working on uneven or loose surfaces, tread plates are bolted onto a surface and help improve traction in a variety of conditions.
- Tread Caution Steps: Yellow-and-black textured plates can warn workers of hazards on steps, entryways, ledges, and more.
Learn lean manufacturing techniques, establish and reinforce industry best practices, and ensure compliance with conveyor equipment labeling standards.
RELATED RESOURCES

Brewery Safety Infographic
Breweries host numerous hazards that can create havoc for workers and visitors alike. Hot liquids, wet ...
Read
Oil & Gas Industry
The combination of powerful equipment, flammable chemicals, and high pressures cause jobs in the oil and gas ...
Read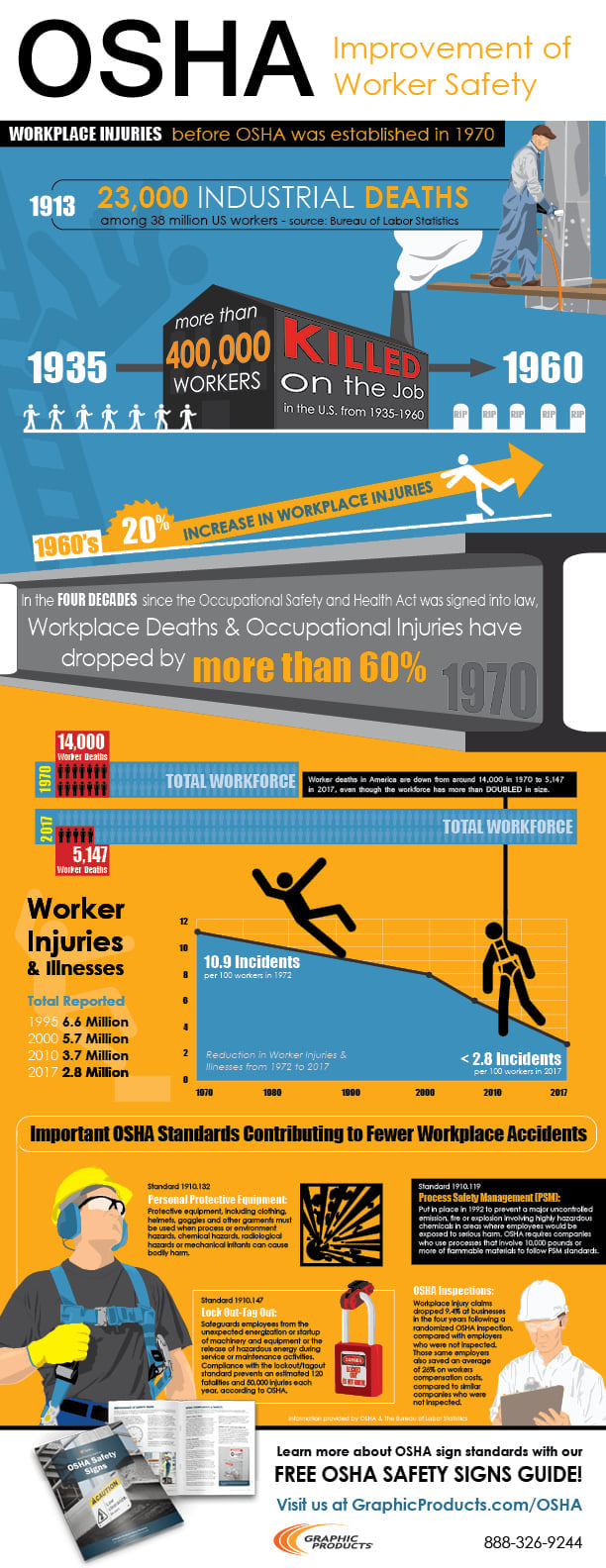
OSHA Improving Worker Safety
In 1970, OSHA was established to create standards that keep workers safe. Since 1970, workplace accidents and ...
Read

